
Products





Hydraulic CNC Bending Machine
Product instruction
The hydraulic control system of the hydraulic cnc bending machine is a central brain for the bending machine itself. In the production of the bending machine, a high automation rate and standardization rate are required. Therefore, the hydraulic system is also limited to hydraulic control methods. The different structural types and principles of these methods have been generally recognized by the market.
Prodcut show
Product Description



Product Models
|
Numerical order |
Name |
Value |
Unit |
||
|
1 |
Rated force |
1600 |
KN |
||
|
2 |
Platform Length |
3200 |
mm |
||
|
3 |
The strength of folded sheet material |
450 |
N/mm2 |
||
|
4 |
Laryngeal opening depth |
400 |
mm |
||
|
5 |
slider travel |
200 |
mm |
||
|
6 |
The maximum opening height between the workbench surface and the slider |
475 |
mm |
||
|
7 |
slider travel speed |
No load |
60 |
mm/s |
|
|
Work |
5 |
||||
|
Return |
50 |
||||
|
8 |
Main motor |
model |
Y32L-4 B35 |
||
|
Power |
11 |
KW |
|||
|
Revolutions |
1450 |
rpm |
|||
|
9 |
gear pumps |
model |
NT2-G20F |
||
|
Traffic |
20 |
L/min |
|||
|
pressure |
32 |
MPa |
|||
|
10 |
Maximum working pressure of hydraulic system |
25 |
MPa |
||
|
11 |
Overall dimensions |
Length |
3550 |
mm |
|
|
Width |
1740 |
mm |
|||
|
Height |
2450 |
mm |
|||
How to use
1. First, turn on the power, turn on the key switch on the control panel, and then press the oil pump to start, so that you can hear the rotation of the oil pump. (The hydraulic cnc bending machine does not move at this time)
2. Stroke adjustment. When using the bending machine, you must pay attention to adjusting the stroke. You must test the machine before bending. When the upper mold of the bending machine moves down to the bottom, there must be a gap of plate thickness. Otherwise it will cause damage to the mold and machine. The stroke adjustment also includes electric quick adjustment and manual fine adjustment.
3. When selecting the bending notch, generally choose a notch with a width that is 8 times the thickness of the plate. If you want to bend a 4mm sheet, you need to choose a notch of about 32mm.
4. The backgauge adjustment generally includes electric quick adjustment and manual fine adjustment, and the method is the same as that of the shearing machine.
5. Depress the foot switch to start bending. The bending machine is different from the shearing machine. It can be released at any time. When the foot is released, the bending machine will stop. Press the foot switch to continue downward.
Product details

Rack part
The frame is welded into an integral frame by left and right columns, oil tank, supports and other workpieces, and the workbench is fastened to the lower part of the left and right columns.
Slider section
The slider assembly consists of a slide, a hydraulic cylinder, and a mechanical stop for fine-tuning. The slider utilizes a single-piece panel construction. The left and right hydraulic cylinders are fixed to the machine frame, and hydraulic pressure drives the piston (rod) to move the slider up and down. The mechanical stops are externally located on top of the two hydraulic cylinders, providing a compact structure and synchronized adjustment on both sides. If the slider (upper die) is uneven, stop the slider at top dead center, disengage the coupling sleeves on the synchronous drive shafts on both sides of the mechanical stop, rotate the worm gears on either side of the worm gearbox (forward or reverse), and then press the slider to bottom dead center. Measure and adjust (repeat these steps) until the slider (upper die) is evenly spaced. Finally, position the coupling sleeves and install the slider.


Synchronous mechanism
The mechanical forced synchronization mechanism composed of a torsion shaft and an arm has a simple structure, stable and reliable performance and high synchronization accuracy.
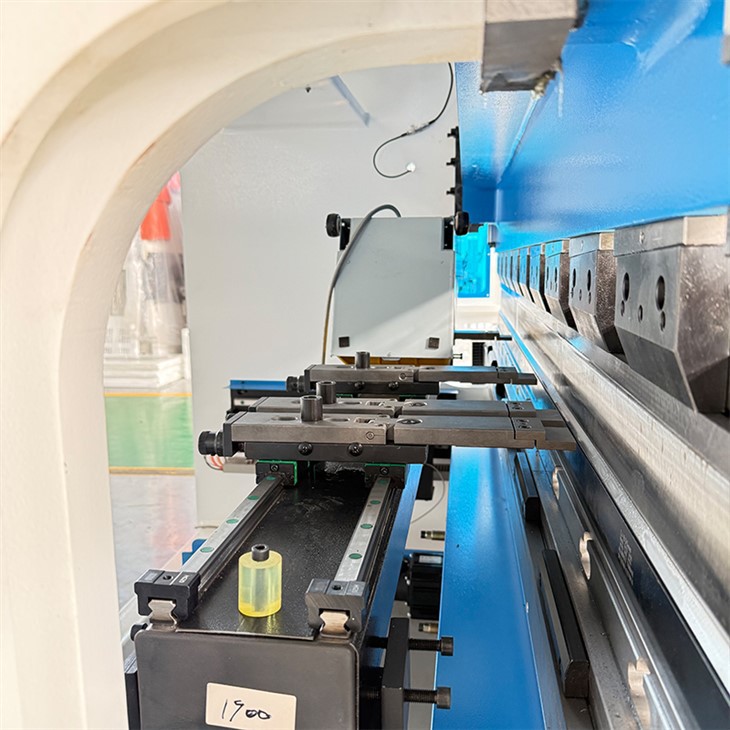
Back gauge mechanism
A button box on the front of the workbench controls the motor, driving the material stopper forward and backward. The digital display shows the distance moved, with a minimum reading of 0.10 mm. (Travel switches are used for both front and rear position limits.) The rear material stopper's top rod rotates around its axis to prevent damage to the workpiece during bending. Operation is convenient and quick, with high material stopper accuracy. Equipped with a ball screw and linear guide mechanism.

Our factory





Hot Tags: hydraulic cnc bending machine, factory, customized, cheap, low price, Iron Filings Briquetting Press Machine, Leftover Tyre Cutting Machine, ,





